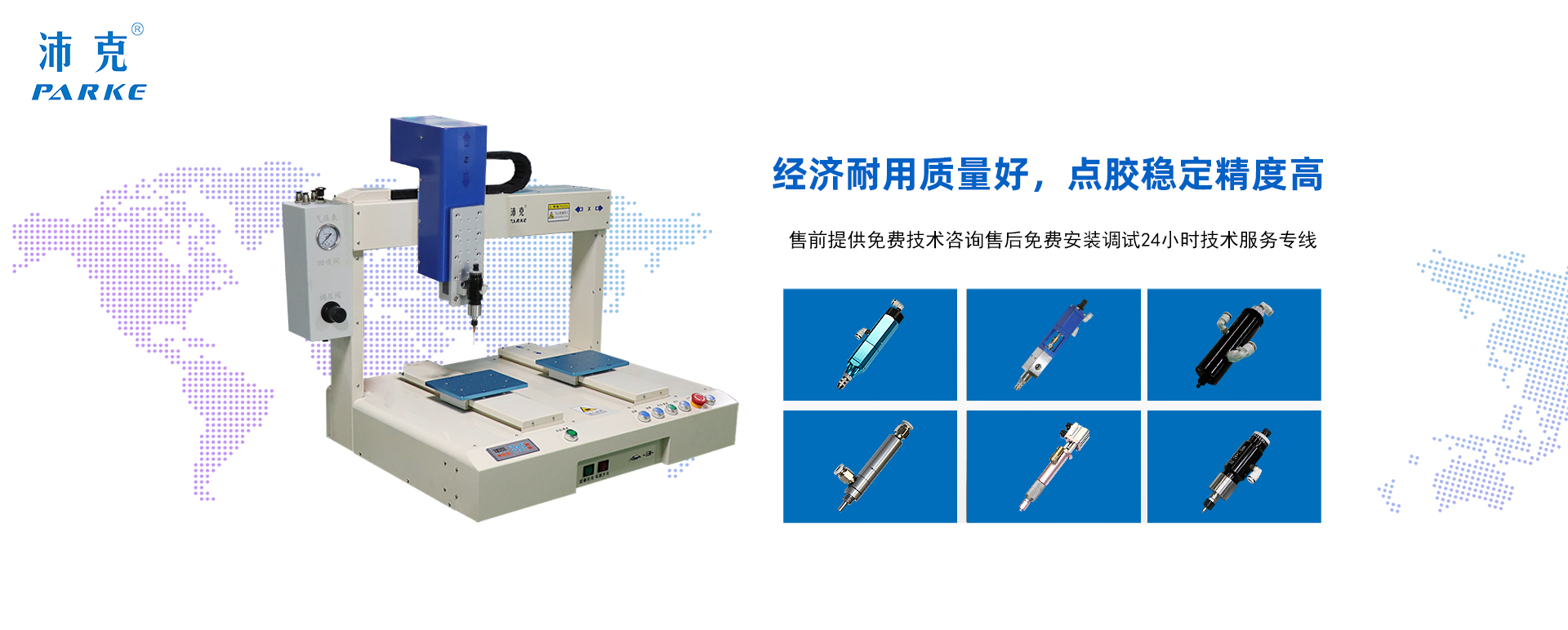
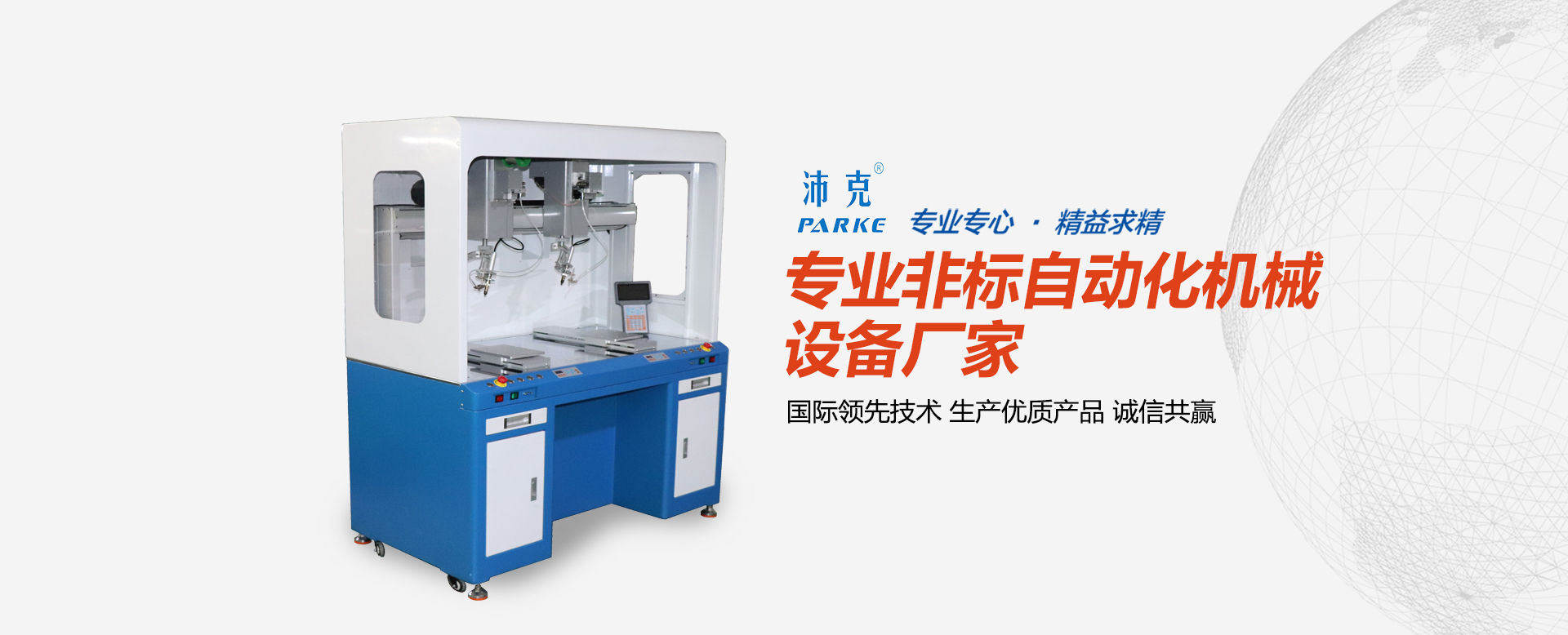
产品中心
货源充足 · 品种齐全 · 一站式采购
特色服务
助力智能制造、振兴民族品牌
免费打样
设计方案
支持定制
现场评估
安装调试
视频中心
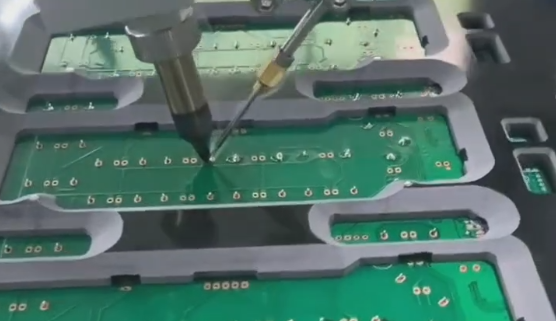
自动焊锡机案例视频
创意与技术完美融合
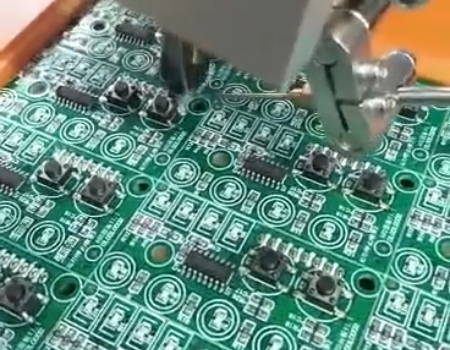
自动螺丝机案例视频
自动点胶机案例视频
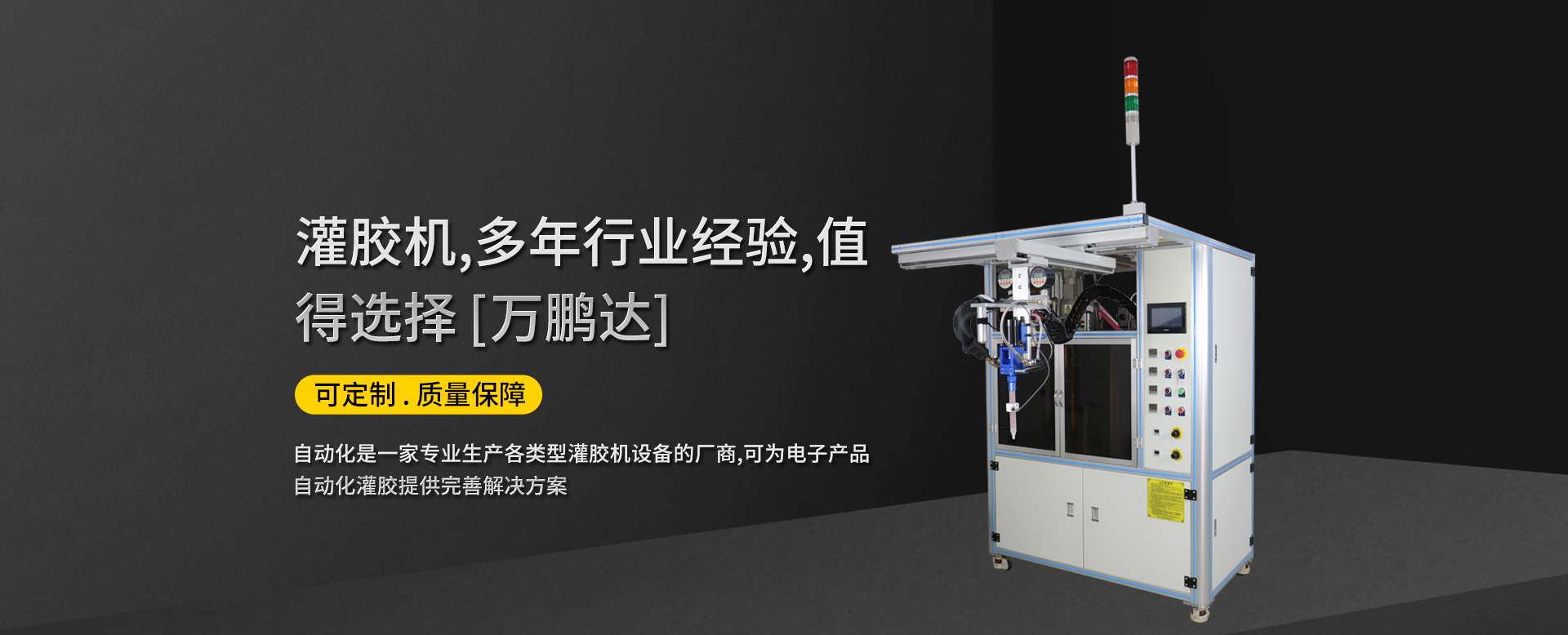
公司介绍
深圳市万鹏达科技有限公司成立于2003年,是一家专业从事自动焊锡机,自动螺丝机,自动点胶机,工业机器人,及其周边配件和自动化平台搭建的设备类公司。先后自主研发了焊锡机的温控系统,焊锡废料解决方案等项目,在2020年已成为高新技术企业。
合作单位
你可以及时了解公司以及公司产品的相关动态
立即咨询 获取产品报价
新闻中心
聚焦我们,了解更多相关的行业新闻与产品资讯
2021-09-01
伴随着信息时代的发展,21世纪将是微电子和光电子共同发挥作用的时代,是未来信息社...
查看详情 >
深圳点胶机的结构阿基米德式滴胶泵1、工作原理:压缩空气送入胶瓶,将胶压进进给管中...
伴随着科技进步的发展趋势,以便考虑工业化生产的要求,自动点胶机刚开始...
热门问答
问:自动点胶机常见问题及解决方法?
答 1、胶阀滴漏: 95%情形是因为使用的针头口径太小,会影响液体的流动造成背压,导致胶阀关闭后形成滴漏现象,过小的针头也会影响胶阀开始使用时的排气泡动作 解决方法:应更换较大针头或者锥形斜式针头。
问:自动锁螺丝机吹气式与吸附式有什么区别?
答 吹气式自动锁螺丝机: 1、供料系统方面,吹气式通常适用于M5以下的螺丝,且长度不超过25mm,螺丝它的总长度要大于螺丝头部直径的一倍,否则螺丝会在输送的管道内翻滚,导致无法正常输送。
问:自动点胶机厂家如何选择?
答 自动点胶机厂家的选择可以参考以下几点: 1、看设备销量。实力强大的厂家一般都有很多长期合作客户,可以通过厂家设备的销量情况看出端倪,销量好说明在客户中的口碑还是不错的,说明了厂家是有实力的,反之就是实力不佳的表现了。
问:如何区分激光焊锡机和激光焊接机?
答 1、激光焊锡机是将分离后的单个锡球,通过激光和惰性气体的共同作用,将一定温度的熔融锡料液滴喷射到金属化焊盘上,精确喷射到待焊接区域的表面,利用锡球液滴所携带的热量,加热焊盘形成凸点或实现键合。 适用的材料是后插件、温度敏感元件的焊接、难以焊接的元件、微型扬声器/马达、各式PCB的SMT后焊加工、手机各部件等等。
问:为什么要使用自动焊锡机?
答 1、防止焊锡损害 焊锡在焊接时最主要的损害要素是铅烟,如果不加以防范吸入人的体内,会给职工带来很大的损伤。自动焊锡机带有的焊锡烟雾净化器能够有用吸收铅烟,防止职工遭到损害。
问:吹气式自动锁螺丝机在使用中,应注意哪些事项?
答 吹气式自动锁螺丝机使用应注意事项: 1、吹气式供料方式是利用气体把螺丝吹送到电批下,应注意不可以折弯螺丝输送管,不然会导致螺丝在螺丝输送过程中卡在折弯处。 2、螺丝应避免混料,要求有较少或无异物,无飞边、扁头、大头等异形螺丝的情况,否则会造成设备工作不顺畅。